安陽鑫澤冶金耐材有限公司
手機:182-3854-3888(秦經理)
手機:139-3724-3969(王經理)
電話:0372-5690588
傳真:0372-5695891
郵箱:ayxzyn@163.com
網址:http://www.zhfl.com.cn
地址:河南省安陽縣曲溝鎮西曲溝
完善電爐冶煉工藝降低冶煉成本
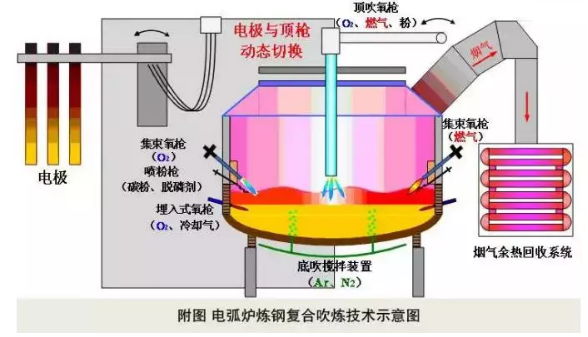
電弧爐短流程煉鋼以其在投資、效率、環保等方面的優勢,成為世界鋼鐵生産的兩大主要流程之一。但是目前電爐投産主要存在以下幾個問題:造渣工藝,爐渣泡沫化程度不穩定,跑鋼現象嚴重;終點C含量低,過氧化嚴重;下渣嚴重,回P嚴重,成分内控一次合格率低等主要問題,通過完善電爐冶煉工藝可解決此類問題。 1、優化造泡沫渣工藝 優化石灰、白雲石等輔料加入量、加入時間、加入批次等,控制冶煉全程爐渣堿度與泡沫化性能。 通過對泡沫渣的優化,渣中氧化鐵含量得到降低,因渣量大造成的渣罐溢渣問題得到改善,根據送電量規範了流渣時機減少渣中跑鋼現象。 根據爐渣分析結果,将白雲石用量控制500-1000kg爐爐渣中Mg0含量控制50%左右,滿足電爐護爐基本需求,前爐材壽命從投産初期229爐提高522爐。 實踐證明:爐渣控制得當,電爐冶煉可能比消耗鐵礦石的高爐能更好地控制鋼鐵的韌性等品質。 2、提高電爐終點工藝控制水平 (1)生産保障:設立了生産準備保障、電爐煉鋼保障、技術質量保障、設備材料保障四個小組。從原料供應、工藝研究、設備保障等方面為電爐終點碳提高進行協調保障。 (2)生産管理:電爐終點碳含量納入車間經濟責任制和四個小組津貼競賽指标,在四個小組開張競賽攻關 (3)技術支持:結合環保控制情況,依據鐵水和生鐵資源變化,制定相應的爐料結構方案與裝入制度,穩定電爐配碳量。 (4)操作工藝:完善了不同爐料裝入結構時的送電制度、氧燃就比模式、(4)吹煉模式:确定了吹氧量與配碳量之間的規律;根據爐襯侵蝕情況,調整氧槍使用。 (5)爐型維護:利用更換出鋼口對電爐爐型進行進一步維護,保證熔池均勻,提高操作穩定性。 3、多功能爐壁碳氧噴槍技術 電爐采用當代多功能爐壁碳氧噴槍技術,以簡便、有效的方式向電爐煉鋼提供化學能,實現強化供氧、消除EBT冷區,有效縮短冶煉周期、降低電耗、提高金屬收得率,達到降低生産成本和提高生産率的目的。本套氧槍系統是集氧槍、碳粉槍和燒嘴于一體的組合裝置,具有多種功能(燒嘴、吹氧脫碳、噴碳粉造泡沫渣)和多種操作模式(燒嘴模式、吹氧模式、混合模式、閑置模式),在生産中可以根據不同階段靈活選擇運用 (壁碳氧槍布置示意) 4、優化出鋼操作 開展了電爐出鋼下渣勞動競賽,摸索搖爐角度與出鋼卷渣、下渣的關系,規範了出鋼搖爐角度與速度的要求,出鋼下渣爐次比例控制在10-15%。 根據前期脫氧劑消耗偏高的情況優化出鋼脫氧劑使用,降低冶金過程鋼水A1含量。 5、電爐底吹技術 電爐底吹技術的運用實現了電爐的複合吹煉。複合吹煉把供氧和底吹供氣結合起來,通過選擇不同模式進行吹煉,有利于強化熔池攪拌,促進渣-鋼反應,均勻鋼液成分及溫度,降低煉鋼過程主輔料消耗,提高合金收得率,提高鋼液成分和溫度的終點控制精度,縮短冶煉時間。 底吹試驗(錯峰生産時) 在全廢鋼(配加10噸生鐵)條件下進行電爐底吹試驗。 項目 使用底吹 不使用底吹 差值 裝入量 115.63 114.70 0.93 平均出鋼量 102.0 99.52 2.48 鑄坯量 100.46 98.22 2.24 鋼鐵料 1151.01 1167.82 -18.82 噸鋼電耗 471.73 465.57 6.17 噸鋼氧耗 26.11 33.73 -7.62 噸鋼煤氣消耗 11.01 12.60 -1.59 噸鋼石灰消耗 68.98 70.32 -1.34 冶煉周期 77 81 -4 完善電爐冶煉工藝取得的效果: 1、爐渣TFe降低 2、冶煉終點C明顯升高 3、下渣回P明顯減少 4、鋼鐵料消耗明顯降低。 在電爐冶煉工藝不斷完善之後,甚至可能比高爐更有相對的技術、成本優勢。各位鋼鐵老闆繼續努力哦!
碳氧化反應劇烈時,控制好脫碳速度,防止熔池大沸騰,湧渣包裹未熔化廢鋼與渣料。
在C-O反應逐漸減弱,應及以促進CO氣泡鋼和渣料的生成,及時噴吹碳粉,維持熔渣的正常泡沫化。
- 上一篇:廢鋼是電弧爐冶煉的主要原料,它的替代品有哪些?
- 下一篇:詳解碳化矽有哪些化學性質


